|
|
|
Les thermodurcissables se présentant sous la forme de résines liquides se prêtent particulièrement bien à toutes les méthodes de mise en oeuvre qui vont suivre :
AU CONTACT manuel
Ne nécessitant que peu d'outils, et permettant aussi bien la fabrication de pièces à l'unité qu' en petites séries, cette méthode implique cependant une main-d'œuvre importante.
On utilise un moule réalisé le plus souvent en composite
verre-résine ou encore en tôle métallique, voire en bois ou en plâtre pour
les prototypes. Celui-ci représente, en négatif, les forme et état de surface
de la pièce à réaliser.
Le durcissement, à température
ambiante, précède le
démoulage de l'objet qui ne nécessitera pas de mise en peinture.
Moulage "au contact manuel " Petit tabouret moulé, encore dans son moule
Pistolage de gel-coat Moulage "au contact manuel "
Cette technique est largement utilisée pour la fabrication de bateaux de plaisance, planches à voile, canoës, parties de carrosserie, carénages, capots, baignoires, cuves et silos de stockage, grands panneaux publicitaires, prototypes etc.
Au contact par PROJECTION SIMULTANÉE
Il est le même qu'au contact manuel, sauf que la résine et la fibre sont projetées simultanément sur le moule à l'aide d'un pistolet spécialement adapté. Les préparations de résine, découpes de fibres, mélanges, applications, etc. étant mécanisés, le coût de la main d'œuvre est nettement réduit, mais la qualification de cette dernière est primordiale.
A quelques détails près on peut obtenir les mêmes pièces qu'au contact manuel, mais on privilégie généralement ce procédé pour des moules de (très) grande taille, ou encore de taille moyenne mais en grand nombre.
SOUS-VIDE (au sac)
Dans ce procédé le compactage du composite est réalisé en faisant agir la pression atmosphérique sur la matière. Pour ce faire, on effectue un vide plus ou moins important
dans le stratifié enfermé entre le moule et une bâche
(ou une vessie souple).
CENTRIFUGATION
Dans un moule cylindrique, animé d'un mouvement rapide de rotation autour de son axe, les fibres et résine sont plaquées contre la paroi intérieure grâce à la force centrifuge.
Cette technique sert à fabriquer des corps cylindriques.
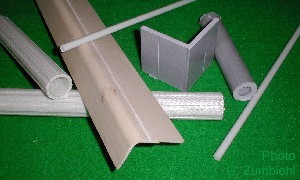
PULTRUSION
Comme pour l'extrusion des thermoplastiques, cette technique
de fabrication en continu permet de fabriquer de nombreux profilés,
ouverts ou fermés.
Contrairement à l'extrusion où la matière (tp), ramollie par la chaleur, est poussée à travers une filière avant d'être refroidie, ici le
composite
fibre-résine (td) est
tiré à travers une
filière
chauffée où il prend forme, puis est totalement polymérisé
lors du passage dans un four de cuisson.
ENROULEMENT FILAMENTAIRE
Les fibres de renforts, sous forme de stratifil (roving)
ou de ruban, sont imprégnés en passant dans un bain de résine avant d'être enroulés
- circonférentiellement ou hélicoïdalement - sur un moule ayant
une forme de révolution et mis en rotation
lente autour de son axe.
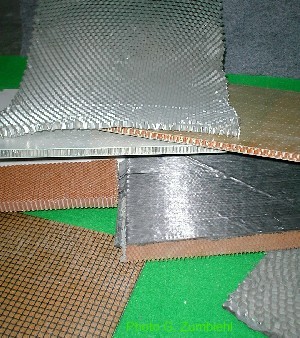
Sandwichs
avec âme en nid d'abeilles
|








 Empilement des tissus
Empilement des tissus